

Dès qu’on s’intéresse à la production « lean », on tombe tôt ou tard sur une comparaison du flux poussé et du flux tiré. Mais qu’est-ce que cela signifie au juste ?
Voyons d’abord le principe du flux poussé : dans ce cas, une unité centrale commande la production et le flux de produits En suivant un planning fixe, des matériaux, des pièces et des produits sont « poussés » à travers toute la chaîne de production logistique. En règle générale, on utilise des systèmes PPS (planification et gestion de la production) pour la gestion. Ils accèdent à l’ensemble des ressources et des processus de production. Les besoins en matériaux pour toutes les étapes de production sont fixés précisément dans le temps. Pour une fabrication selon le principe du flux poussé, ce n’est pas une commande client concrète qui est à la base, mais des plannings de production estimés sont établis à l’aide d’une analyse des résultats de vente. Le principe du flux poussé est avantageux en ce que toutes les marchandises sont bien disponibles tout au long de la chaîne logistique, en ce que la charge de travail des collaborateurs et des machines est optimale et en ce qu’il existe une bonne capacité de livraison en raison des stocks importants. Cependant, ce dernier point peut être considéré comme un inconvénient, comme l’enseigne la production « lean ».

Le monde de la production « lean »
Moins de gaspillage et plus de valeur ajoutée : rendez votre fabrication plus efficace grâce aux méthodes de la production « lean ». Le livre blanc vous présente l’essentiel à ce sujet.
OBTENIR MAINTENANT
Surproduction, manque de flexibilité et plus encore : les inconvénients du principe du flux poussé
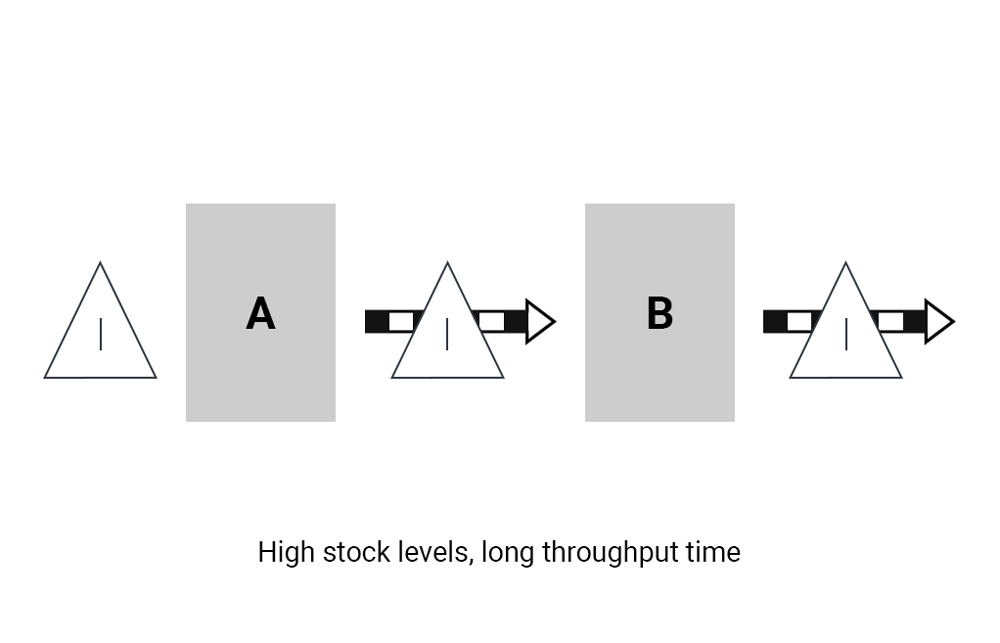
Du point de vue de la production au plus juste, les stocks importants font partie des 7 types de gaspillage (muda). Le terme « muda » peut se traduire par « activité inutile » dans le sens d’une action qui ne contribue pas à la création de valeur. Des stocks trop importants immobilisent des ressources économiques et de l’espace ce qui est considéré comme un aspect négatif. De plus, les opérations répétées de mise en stock, de sortie de stock et de stockage temporaire interrompent le flux de produits et rallongent donc les temps de cycle. La production par lot est un exemple typique d’une production selon le principe du flux poussé : On calcule d’abord la taille de lot optimale pour les commandes client à venir. Il s’agit d’un compromis optimal entre coûts de préparation et de stockage. Il est sans importance qu’il existe en définitive une demande pour le nombre de pièces estimé.
Chaque processus individuel doit être commandé et planifié individuellement. Pour chaque étape de fabrication, on calcule donc la taille de lot sans tenir compte de la chaîne de création de valeur. Il n’y a aucune limite supérieure au stock, et les pièces non demandées sur le moment sont simplement mises de côté. Cependant, le résultat est une surproduction due aux stocks élevés, aux temps de passage longs et à la non disponibilité de certaines pièces (malgré le niveau de stock élevé). Par conséquent, ce type de production qui mise sur le principe du flux poussé et non pas sur le principe du flux tiré n’est pas en mesure de faire face à des variations à court terme. Il s’agit par exemple de souhaits personnalisés du client, de suppléments de commandes ou d’une diversification de la gamme de produits.
Le principe du flux tiré : le pendant flexible du principe du flux poussé
Contrairement au principe du flux poussé, selon le principe du flux tiré de la production « lean », un seul processus est commandé – appelé « processus cadenceur ». Selon le principe du flux poussé par contre, chaque processus est piloté séparément. Sa production est donc complètement indépendante des autres processus. Les principes de flux tiré les plus courants et les mieux connus sont le kanban, le FIFO (= first in – first out) et le flux unitaire (OPF), mais le ConWIP (= « constant work in process ») est également un système de type à flux tiré. Le kanban permet d’illustrer comment le principe du flux tiré peut se présenter. Si le kanban est appliqué, alors le processus est déterminé par un flux d’informations qui se déplace à l’opposé du flux de production. On fait alors avancer la production en partant des stations situées plus loin dans le processus de production. Une commande d’un client déclenche la fabrication d’un produit. Une chaîne d’information est déployée jusqu’à l’approvisionnement destiné à la toute première étape de travail, cette chaîne commençant souvent, mais pas nécessairement, par le montage final. Chaque unité de production est informée par l’unité amont de ce que cette dernière nécessite pour accomplir sa mission. Elle peut donc produire en fonction des besoins de la station suivante. Par conséquent, le produit est « tiré » à travers le processus de production. L’avantage : chaque unité individuelle ne reçoit que la quantité de pièces exacte dont elle a réellement besoin. C’est le meilleur moyen d’éviter le gaspillage dû à la surproduction et au stockage. Le temps de passage est réduit également. Vous souhaitez en savoir plus sur le principe du flux poussé et du flux tiré ? Dans un module dédié d’item Academy vous pouvez approfondir vos connaissances.
En même temps, un flux de produits continu peut être assuré. En général, la fabrication selon le principe du flux tiré, c’est-à-dire qui est clairement orientée demande client, permet une performance de livraison améliorée et un meilleur respect des délais. En vue de la réalisation d’une telle production, une baisse systématique des stocks et des temps de passage est nécessaire. A cet effet, une synchronisation des processus et un processus d’amélioration en continu sont exigés. On peut y parvenir en trois étapes déjà évoquées précédemment :
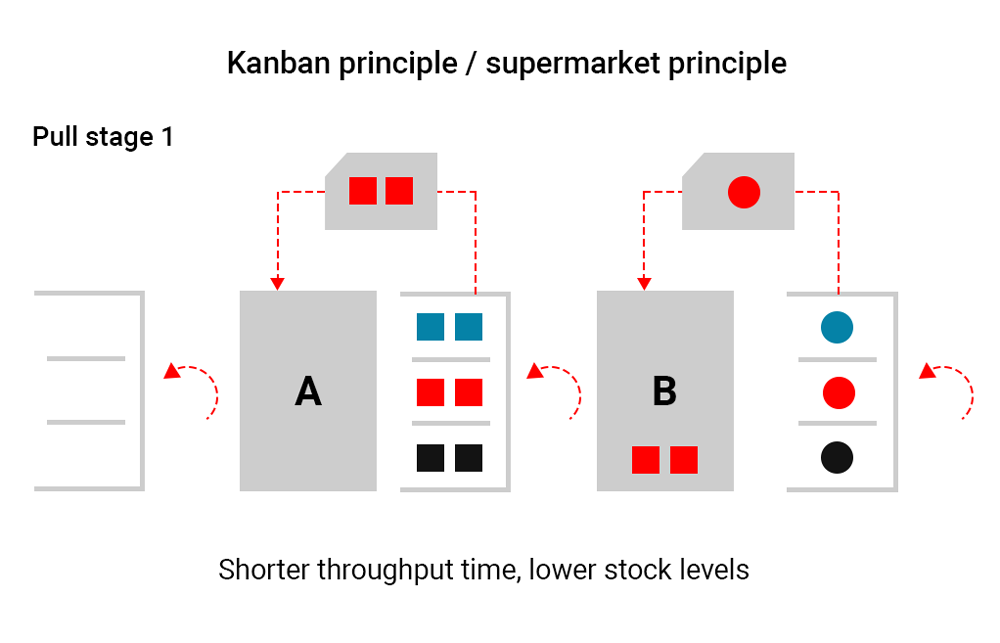
1.) Kanban
Etant donné que le principe kanban s’inspire du réapprovisionnement des rayons des supermarchés américains, on l’appelle également « principe du supermarché ». Donc, si une pièce a été consommée pour une commande client au cours de la production, il faut en produire une autre tout de suite après (« just in time »). Dans le processus de production, toutes les variantes de produit possibles sont mises en stockage tampon de sorte que les stocks et les temps de passage restent assez élevés.
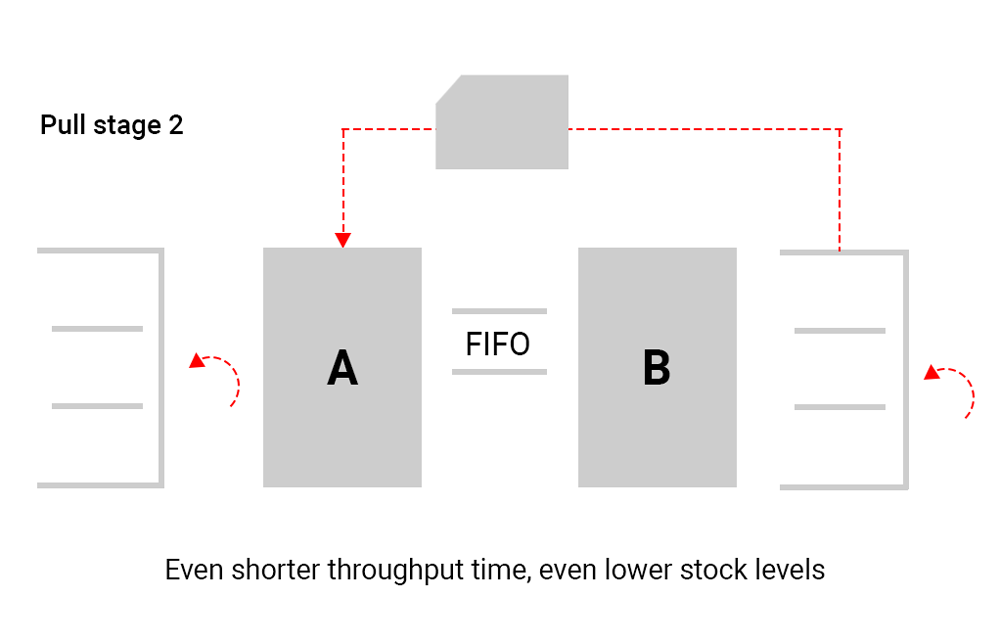
2.) FIFO
Dans le cadre du principe FIFO (= first in – first out), les pièces d’une chaîne de création de valeur qui sont produites en premier sont également transformées en premier. Non seulement on obtient des frais de stockage réduits. Mais en évitant des temps de stockage longs, la perte de qualité des matériaux est également minimisée. Dans le processus de production, un nombre inférieur de différents produits est mis en stockage tampon, de sorte que les temps de passage et les stocks sont moins élevés. Il s’agit sans exception de produits pour lesquels il existe une commande, et notamment exactement dans cet ordre.
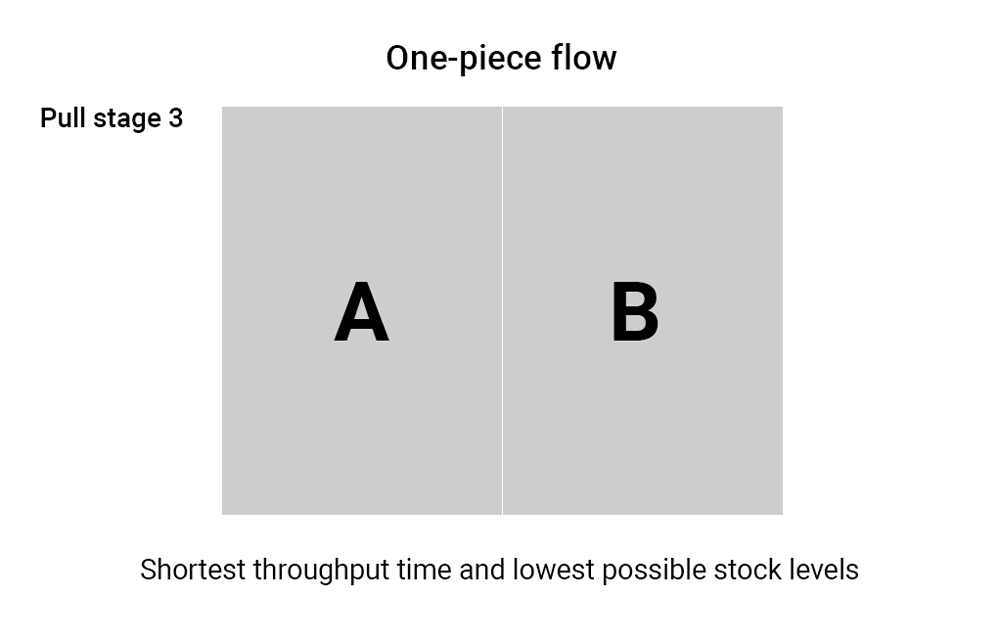
3.) Le flux unitaire
Lorsque le flux unitaire (OPF) est appliqué, une pièce passe par le processus de production sans aucun arrêt intermédiaire. Elle est portée par le « flux » d’un poste de traitement à un autre. Le temps de passage et le stock sont les moins élevés dans le cas du flux unitaire puisque le stockage intermédiaire est éliminé. Cette méthode est donc l’objectif réel de l’amélioration continue qui est au cœur de la production « lean ».
Ces trois méthodes de flux tiré disposent d’une limite supérieure pour les stocks, appelée « WIP cap ». Il s’agit de réduire cette valeur par le biais du processus d’amélioration continue (PAC) afin d’obtenir des temps de passage plus courts – en progressant par exemple du kanban à l’OPF en passant par le FIFO. Le principe du flux poussé n’a pas de limites supérieures appliquées aux stocks.
Vous aimez les histoires passionnantes et les innovations issues du monde de la production « lean » ? Alors, ne cherchez plus : abonnez-vous au blog item en cliquant sur la case en haut à droite !
