

Méthode prometteuse pour augmenter l’efficacité – expliquée de manière concise et adaptée aux débutants.
Pour les débutants, le monde de la Lean Production peut sembler inaccessible à première vue. Ceci est principalement dû à la terminologie. Les abréviations ne sont pas rares, d’autant plus qu’elles sont souvent associées à des concepts largement utilisés dans la culture japonaise, mais peu connus en Europe. Des définitions pratiques sont donc utiles pour se repérer. Toutefois, nous n’allons pas nous intéresser à des termes typiques de la Lean Production, à l’exception du muda « Evergreen » à la fin. L’accent est plutôt mis sur les concepts moins connus par rapport à d’autres méthodes de la Lean Production. Pour les deux premiers termes, c’est aussi parce que ce sont des évolutions d’idées Lean. Cela montre particulièrement à quel point la production Lean est devenue une source d’inspiration pour l’industrie.
Une exploitation constante grâce à ConWIP
ConWIP (« Constant Work in Process ») est un principe connu depuis les années 1990 pour contrôler la production. La méthode mise au point par Wallace J. Hopp et Mark L. Spearman ne fait pas partie des méthodes « classiques » de la Lean Production, mais se situe clairement dans leur environnement. Comme le Kanban, il s’agit également d’un système « pull ». ConWIP a pour objectif de maintenir les niveaux de stocks constants et de garantir un flux de matériel continu sans surcharger le système de travail.
Avec ConWIP, l’utilisation peut être maintenue aussi constante que possible.
Semblable au Kanban, ConWIP repose également sur l’utilisation de cartes contenant des informations sur l’ordre de production. Cependant, il existe une différence cruciale entre les deux méthodes : une carte Kanban ne circule qu’entre deux postes de travail qui se suivent. À l’inverse, si l’assemblage est organisé selon le principe ConWIP, la carte ConWIP accompagne la totalité de l’ordre de travail. Une fois l’assemblage terminé, la carte sera finalement renvoyée à la gestion des commandes. Alors seulement, le prochain travail peut commencer. Ainsi, l’exploitation peut être maintenue aussi constante que possible.
POLCA : plus de flexibilité
La méthode Lean POLCA signifie « Paired-Cell Overlapping Loops of Cards with Authorization ». Elle est utilisée lorsque le Kanban atteint ses limites. Comme mentionné ci-dessus, dans le cas de mélanges à haut volume / faibles volumes, le Kanban atteint ses limites. Une particularité de POLCA est que cette méthode repose à la fois sur le « pull » et le « push ». Ces deux conditions doivent être présentes pour qu’un travail puisse commencer :
- Une carte POLCA doit être présente (= pull)
- La date de début doit être au moins atteinte (= plutôt push)
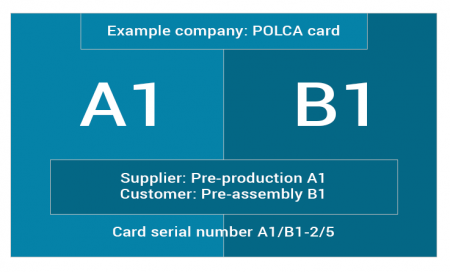
En pratique, POLCA fonctionne de la manière suivante : Pour les tâches en production, différentes cellules sont définies pour des étapes de travail spécifiques. Selon le produit, une commande passe alors par certaines cellules. Lors de la planification approximative, les cellules contiguës sont combinées en tant que paires ou boucles. Chaque boucle se voit alors attribuer un certain nombre de cartes pour une période donnée. Ces cartes POLCA sont chacune attachées au tableau POLCA de la boucle cellulaire.
POLCA veille à ce qu’un produit puisse être traité ultérieurement dans une prochaine étape.
Pendant le traitement des tâches, ces cartes sont transmises, puis renvoyées. Un exemple : supposons qu’une boucle se compose des cellules de montage A et B avec plusieurs étapes successives. Après le travail, l’île A transmet la carte et la commande (matériel compris) à l’île B, qui les renvoie à A après le travail. S’il n’y a pas de carte, la commande ne doit pas commencer.
Particularités de la méthode POLCA
Les cartes POLCA n’ont pas de date de début. Celles-ci sont stockées dans la cellule, par exemple, dans un système ERP ou sous forme d’impression de l’ERP. En revanche, les cartes POLCA sont relativement neutres. Elles symbolisent uniquement une capacité disponible dans la cellule suivante et ne sont affectés en permanence à aucune commande. Le groupement des cellules présente l’avantage de permettre un bon écoulement entre les cellules, ce qui réduit le temps de cycle. En général, les ressources peuvent alors être encore mieux planifiées.
Cependant, contrairement à Kanban et ConWIP, le stock est maintenu constant ici. Avec ces méthodes, la production peut seulement commencer lorsque le stock est épuisé. En revanche, avec POLCA, la production peut seulement commencer lorsque la capacité sous la forme d’une carte POLCA devient disponible dans la cellule suivante. Les deux principes (Kanban / ConWIP et POLCA) ont pour objectif de ne pas surcharger le système, ce qui nécessiterait de longs délais de traitement des commandes.
Éviter les erreurs de manière ciblée avec le Poka Yoke
L’idée d’amélioration continue résume au mieux cette méthode : la perfection absolue ne peut être atteinte, mais ce n’est pas une raison pour la résignation. La Lean Production consiste toujours à raccourcir les durées de cycle. Ceci est également exprimé avec le Poka Yoke. Ce concept de Lean Production comprend les termes japonais pour « erreurs malheureuses / aléatoires » (= poka) et évitement (= yoku). Poka Yoke vise les erreurs typiques et montre des moyens de les combattre efficacement. Il existe de nombreuses aides pour y parvenir, telles que des dispositifs techniques, des listes de contrôle ou des marquages de couleur. Ainsi, les processus existants peuvent être optimisés : si vous avez une expérience pratique suffisante, vous pouvez anticiper les sources d’erreur probables et prendre des contre-mesures à un stade précoce.
Le retrait d’argent à un distributeur de billets est un exemple parfait de Poka Yoke dur.
Par ailleurs, la distinction entre le Poka Yoke dur et doux est importante. Le Poka Yoke dur concerne les mesures pour éviter les erreurs. Un exemple bien connu de la vie quotidienne se trouve dans les distributeurs de billets : l’argent ne peut être retiré que si la carte a été retirée de la machine au préalable. Cela permet d’éviter que les clients des banques prennent l’argent et oublient la carte. Le Poka Yoke doux, en revanche, se retrouve notamment dans les poêles à frire, avec le fameux thermospot. Lorsque la température idéale est atteinte, les motifs disparaissent et le spot est complètement rouge. Cela permet d’éviter les erreurs de cuisson les plus fréquentes. Néanmoins, toutes les erreurs ne peuvent pas être complètement éliminées, car la poêle peut être trop froide ou trop chaude.
7 Muda : connaître et s’attaquer aux types de gaspillage
Sans aucun doute, Muda (= « activité insensée ») est l’un des termes les plus connus de la Lean Production. Il n’est pas rare que les entreprises se concentrent trop sur Muda et ignorent Mura et Muri. Cela peut entraîner des problèmes de production. Par exemple, une réduction soudaine des stocks, par exemple, par l’introduction d’un flux pièce par pièce sans amélioration continue du processus, n’est en aucun cas un gain d’efficacité. Au contraire, cela entraîne une baisse de la productivité.
Il ne faut pas oublier que le Mura (« déséquilibre ») est plus dommageable pour la durée du cycle de la production. Mura est même la source de Muda dans de nombreux cas. Par conséquent, Mura est également appelée la source réelle du gaspillage. Outre Muda et Mura, il y a Muri (« surcharge »). Ensemble, ils forment les 3 M et mettent en évidence le superflu qui augmente la durée de cycle dans la production. Nous allons toutefois nous limiter ici à l’aspect gaspillage. Voici un aperçu des différentes mesures prises contre les 7 Muda :
Éviter les mouvements de matériel inutiles :
rapprocher les postes de travail. Si possible, vous devez chronométrer et enchaîner les étapes de travail.
Réduction des niveaux de stock :
établissez des processus standardisés et stables.
Éviter les mouvements non ergonomiques :
étudiez les bases de l’ergonomie dans l’industrie et utilisez un système de poste de travail ergonomique.
Réduction des temps d’attente évitables :
garantissez une exploitation optimale des employés, par exemple via une exploitation multiposte.
Simplification du traitement :
effectuez des améliorations continues au lieu de trop vous concentrer sur des détails non fonctionnels.
Surproduction :
internalisez le principe pull (voir ci-dessus) et synchronisez la chaîne de traitement avec le rythme du client.
Amélioration continue :
soyez toujours ouvert à l’optimisation et ne vous contentez jamais du statu quo.
Les histoires et les nouveautés passionnantes du monde de la Lean Production vous intéressent ? Nous avons exactement ce qu’il vous faut : abonnez-vous à l’item Blog via l’encadré en haut à droite !