

SMED offers yet another way of using lean methods to put the pedal to the metal in production.
All lean production methods share a common goal – reducing throughput time. Generally speaking, there are three factors that have a negative impact on throughput time – Muda, Muri and Mura, also known as 3M or the Three Ms. To minimise throughput time, these three factors must be eliminated, and using the SMED method to reduce setup time helps achieve this. To understand SMED, it’s important to first define a few key terms. Let’s start with setup time. This refers to the time required to reconfigure, or change over, a machine for a new order (this term is crucial for the rest of this article). In other words, it’s the time period from the moment the last good part is produced for the old order to the moment the first good part is produced for the new order. Secondly, the batch size describes the amount of units manufactured on a particular machine before it is set up for another product.

The world of lean production
Less waste and more added value – lean production methods let you make targeted improvements to your production efficiency. Our white paper provides a compact introduction.
GET YOUR COPY NOW
Reducing setup times with SMED – a brief history
The conventional (“non-lean”) view of setup times is that they cannot be influenced and should therefore be seen as fixed. As a result, large batch sizes must be produced to save costs. However, this approach has clear disadvantages, as large batch sizes often lead to:
Waste due to high stock levels
Long delivery times
Declining quality
High capital tie-up
Reduced availability of valuable production areas
None of these factors are conducive to a flexible production line that can quickly adapt to changing market requirements.
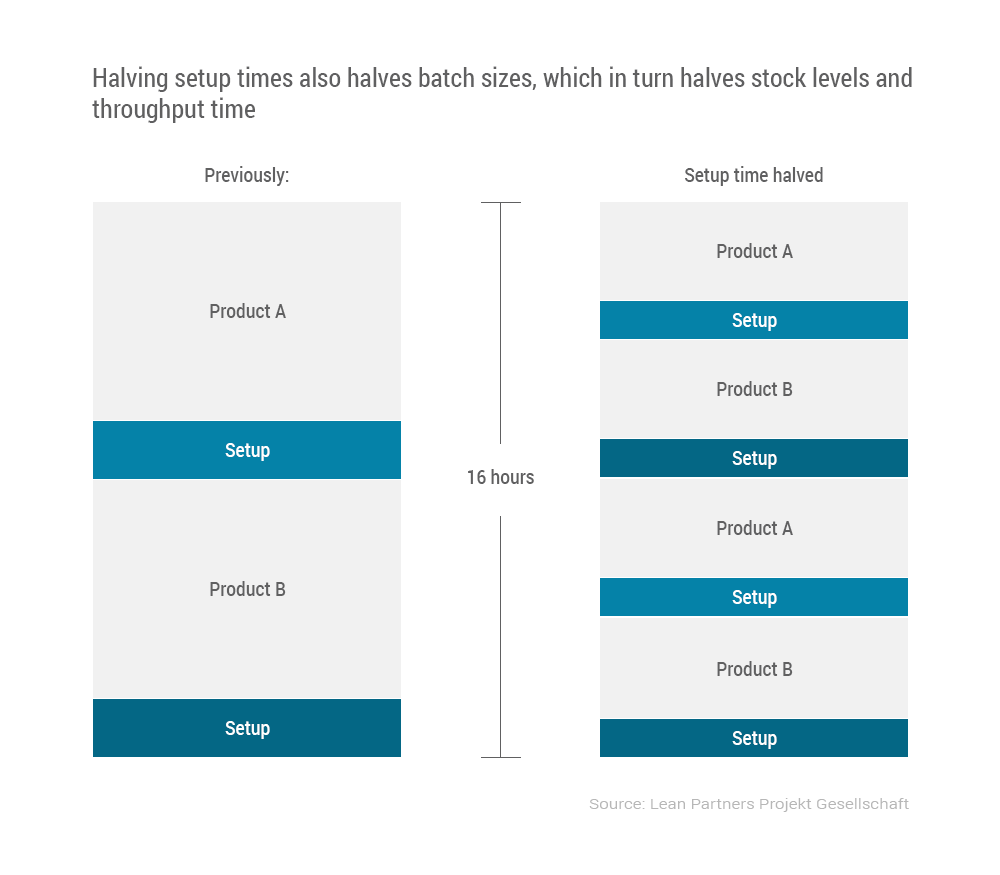
From the point of view of lean production and boosting productivity with SMED, such long setup times prevent smaller batch sizes from being produced. By contrast, if setup times are halved and the number of setups is doubled, batch size is halved, which in turn halves stock levels and by extension halves throughput time. However, if setup time is reduced but the number of setups is not increased, throughput time is not reduced. Although there are companies that use the time gained to produce even larger batches, this is not in line with the idea of lean production. The only way to significantly increase speed and flexibility is to adopt the approach recommended here. Directly comparing both methods clearly illustrates the advantages of SMED:
What does single-minute exchange of dies (SMED) involve?
The question now is how companies actually go about reducing their setup times. This is where single-minute exchange of dies (SMED) comes into play. SMED means keeping setup times in the single-digit range. In other words, these methods aim to reduce setup times to below 10 minutes. Just like the other lean methods, SMED originates from Toyota, where Shigeo Shingō – who also invented the error prevention principle Poka Yoke – set out to reduce press setup times to below 10 minutes through KATA. To put things into perspective, the setup times in the 1940s were as much as two to three hours. Two decades later, they were anything from 15 minutes to an hour. By the 1970s, they had been brought down to just three minutes using SMED methods! So, what does it all come down to?
Like all lean methods, SMED is based on the perfect interplay between methodology and/or work organisation and technology. This is why specially designed components such as Profile Tube System D30 from item are crucial to lean production. However, special work bench variants from the item Work Bench System such as the 4E FIFO Shooter work bench are ideal for speeding up setup processes.

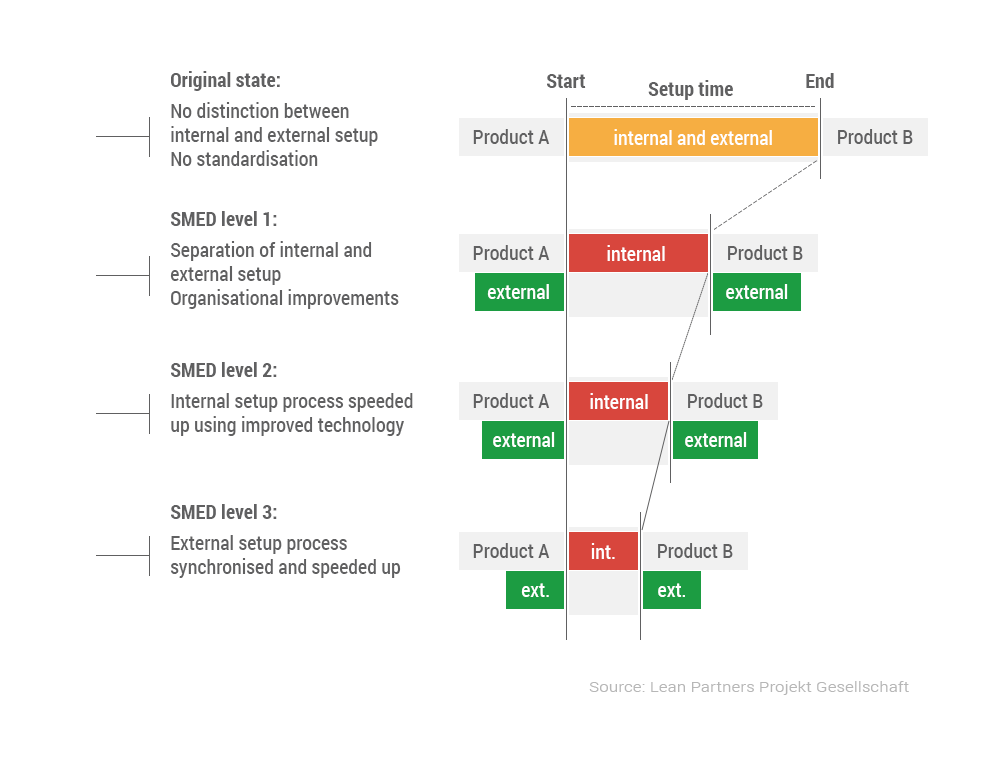
When it comes to the methodology, there is an important distinction to be made between internal and external setup when reducing setup times with SMED. Internal setup takes place once the machine or process has been stopped, which clearly reduces productivity. In the case of external setup, on the other hand, everything continues to operate, without any interruptions to value creation. While conventional approaches to set up don’t differentiate between internal and external, SMED focuses heavily on this distinction.
The benefits of reducing setup times with SMED
First and foremost, SMED is about converting internal elements of the setup process into external ones. This does not negatively impact productivity, as the machine keeps running for the duration of the external setup. Once these elements have been converted, the internal and external setup processes are then gradually reduced. By optimising the technology used (e.g. by introducing factory equipment made of components optimised for lean production) to shorten the internal setup process, the factor most detrimental to value creation is significantly minimised. The external setup processes are then brought into parallel and/or synchronised. Standardisation plays a vital role here, for example, in the form of checklists for preparing and following up on the processes or outlining the actual sequence of the work steps. Ultimately, the benefit of reducing setup times through SMED is that it enables companies to systematically reduce their throughput time.
Are you interested in fascinating reports and innovations from the world of lean production? Then we have just what you’re looking for! Simply subscribe to the item blog by completing the box at the top right!


