

SMED ist eine weitere Möglichkeit für Unternehmen, durch eine intelligente Methode aus Japan in der Produktion aufs Gas zu drücken.
Alle Methoden der Lean Production sind auf ein gemeinsames Ziel ausgerichtet und dafür ein optimales Werkzeug: die Reduzierung der Durchlaufzeit. Diese umfasst nicht nur die Produktion, sondern auch die Liegezeiten zwischen den verschiedenen Prozessen im Lager. Da Durchlaufzeit und Produktivität eng miteinander verbunden sind, bedeutet eine Senkung der Durchlaufzeit auch eine Produktivitätssteigerung. Im Allgemeinen beeinflussen drei Faktoren (Muda, Muri und Mura, auch als 3M bezeichnet) die Durchlaufzeit negativ. Damit diese Zeit minimiert wird, müssen die drei Faktoren reduziert werden. Dazu trägt auch die Rüstzeitoptimierung mit der SMED-Methodik bei. Für das Verständnis von SMED sind zunächst Schritt für Schritt einige grundlegende Definitionen notwendig. Zunächst zur Rüstzeit: Darunter versteht man die Zeit für die Veränderung, die nötig ist, um eine Maschine für einen neuen Auftrag anzupassen (diese Bedeutung ist für diesen Beitrag zentral). In anderen Worten: Es geht um die Zeitspanne zwischen dem letzten Gut-Teil des Altauftrags bis zum ersten Gut-Teil des Neuauftrags. Die Losgröße beschreibt die Menge an Produkten, die an einer Anlage hergestellt werden, bevor eine Umrüstung auf ein anderes Produkt erfolgt.
Lean Production einfach erklärt
Gedankliche Werkzeuge der schlanken Produktion auf einen Blick: Erfahren Sie im kostenfreien Leitfaden, auf welche Lean-Prinzipien es bei der Einführung ankommt und wie Sie den kontinuierlichen Verbesserungsprozess in Ihrem Unternehmen verankern.
JETZT SICHERN
Weitere Begriffe rund um den Rüstvorgang und weitere Tätigkeiten
Üblicherweise werden an der gleichen Maschine oder am gleichen Arbeitsplatz im Wechsel verschiedene Produkte aus einem Produktspektrum hergestellt. Wenn der Wechsel von einem auf ein anderes Produkt ansteht, sind durch die Mitarbeiterinnen und Mitarbeiter entsprechende Tätigkeiten zu erledigen. Zu diesen typischen Tätigkeiten gehören beispielsweise das Wechseln von Werkzeugen und Vorrichtungen sowie der Aufnahme für Werkzeuge, aber auch das Holen und Bereitstellen von Material. Der Prozess, bei dem man eine Maschine oder einen Arbeitsplatz für die Herstellung eines anderen Produkts oder einer Produktvariante anpasst, wird als Umrüsten bezeichnet. Die oben bereits beschriebene Rüstzeit lässt sich auch folgendermaßen darstellen: Es ist die Zeit, die für diesen Wechsel benötigt wird und in der häufig nichts produziert werden kann. Im Rüstprozess wird als Kennzahl EPEI (Every Part Every Interval) verwendet. Damit wird ausgedrückt, in welchem Zeitraum beziehungsweise Interval das komplette Produktspektrum (Every Part) produziert werden kann. Ein hoher EPEI geht mit längeren Durchlaufzeiten und Lieferzeiten einher, was geringere Flexibilität bedeutet. Dagegen weist ein niedriger EPEI in die völlig andere Richtung.
Hintergründe zur SMED-Methode: Unterschiedliche Perspektiven zur Rüstzeitoptimierung
Die klassische („nicht-leane“) Sichtweise auf Rüstzeiten besagt, dass sie nötig sind und nicht beeinflusst werden können. In dieser Perspektive müssen größere Losgrößen je Produkt hergestellt werden, um weniger zu rüsten sowie Kosten und Zeit einzusparen. Allerdings bringt dieser Ansatz eindeutige Nachteile mit sich. Denn große Losgrößen führen häufig zu …
- Verschwendung durch hohe Bestände
- langen Lieferzeiten
- sinkender Qualität
- hoher Kapitalbindung
- der Belegung wertvoller Produktionsflächen
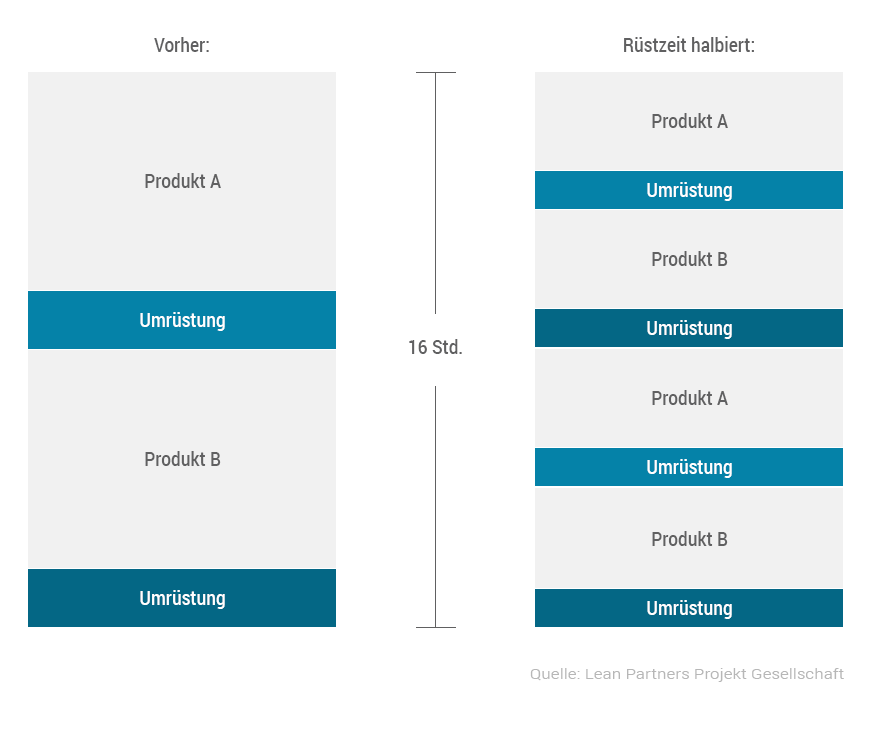
Flexibilität und eine schnelle Anpassung an veränderte Anforderungen des Marktes sind so nicht gegeben. Aus Sicht der Lean Production beziehungsweise von SMED verhindern solche langen Rüstzeiten, kleinere Losgrößen zu produzieren. Rüstzeiten werden hier so gesehen, dass sie generell die Flexibilität einschränken. Eine Halbierung der Rüstzeiten bei doppelt so häufigem Rüsten führt hingegen zu einer halbierten Losgröße – und dies hat halbierte Bestände und somit eine halbierte Durchlaufzeit zur Folge. Wenn jedoch Rüstzeiten gesenkt werden, ohne häufiger zu rüsten, verringert sich die Durchlaufzeit nicht. Es gibt zwar Unternehmen, welche die gewonnene Zeit dazu nutzen, noch größere Lose zu produzieren, doch dies entspricht nicht der Idee der Lean Production.
![]()
Der nächste Schritt: Online-Weiterbildung zur SMED-Methode
Vertiefen Sie in der kostenfreien item Academy Ihr Wissen zur Rüstzeitoptimierung. Fundiertes Fachwissen und eine interaktive Gestaltung führen Sie auf ebenso informative wie unterhaltsame Weise zum Ziel.
ZUR ACADEMY
Anlage mit SMED gezielt noch flexibler machen
Nur mit der hier empfohlenen Vorgehensweise nach der SMED-Methode ist man deutlich flexibler und schneller: Bei der Erfüllung von Kundenaufträgen besteht höhere Flexibilität, was sich auch in kürzeren Lieferzeiten niederschlägt. Zu den weiteren Vorteilen der Methode zählen niedrigere Bestände (inklusive geringerer Kapitalbindung und einem reduzierten Bedarf an Lagerfläche) und eine höhere Qualität, da Fehler früher bemerkt und Schäden somit reduziert werden können. Der direkte Vergleich zeigt die Vorzüge von SMED besonders deutlich:
Single Minute Exchange of Dies (SMED): Methode einfach erklärt
Es stellt sich jetzt die Frage, wie die Rüstzeitoptimierung mit SMED genau funktioniert. SMED steht für „Single Minute Exchange of Dies“, was so viel bedeutet wie „Rüsten im einstelligen Minutenbereich“. Die SMED-Methode hat zum Ziel, die Rüstzeit in den einstelligen Minutenbereich, d. h. unter 10 Minuten, zu reduzieren. Wie auch die übrigen Lean-Methoden nahm SMED bei Toyota seinen Anfang. Dort gab Shigeo Shingō, der auch das Fehlervermeidungsprinzip Poka Yoke erfand, als Ziel vor, die Rüstzeit der Pressen mithilfe der Methode KATA in den einstelligen Minutenbereich zu senken. Zum Vergleich: In den 40er-Jahren betrugen die Rüstzeiten noch 2 bis 3 Stunden. Zwei Jahrzehnte später lagen sie zwischen 15 Minuten und einer Stunde. Lediglich drei Minuten (!) waren es in den 1970er-Jahren mithilfe von Single Minute Exchange of Dies. Was steckt dahinter?
Dank der Modularität der item Komponenten können die Mitarbeiterinnen und Mitarbeiter Anpassungen flexibel vornehmen.
SMED basiert, was typisch für eine Methode der Lean Production ist, auf einem perfekten Zusammenspiel von Prinzip und Technik. Aus diesem Grund kommt in der schlanken Produktion speziell angepassten Komponenten wie solchen aus dem Profilrohrsystem D30 von item eine entscheidende Bedeutung zu. Entsprechende Tätigkeiten lassen sich daher besonders flexibel und schnell erledigen. Aber auch spezielle Arbeitstischvarianten aus dem item Arbeitsplatzsystem eignen sich optimal für schnelle Umrüstungen, etwa der Arbeitstisch 4E FiFo Shooter. Dank der Modularität der item Komponenten können die Mitarbeiterinnen und Mitarbeiter Anpassungen flexibel vornehmen.

Interne und externe Rüstvorgänge im Vergleich
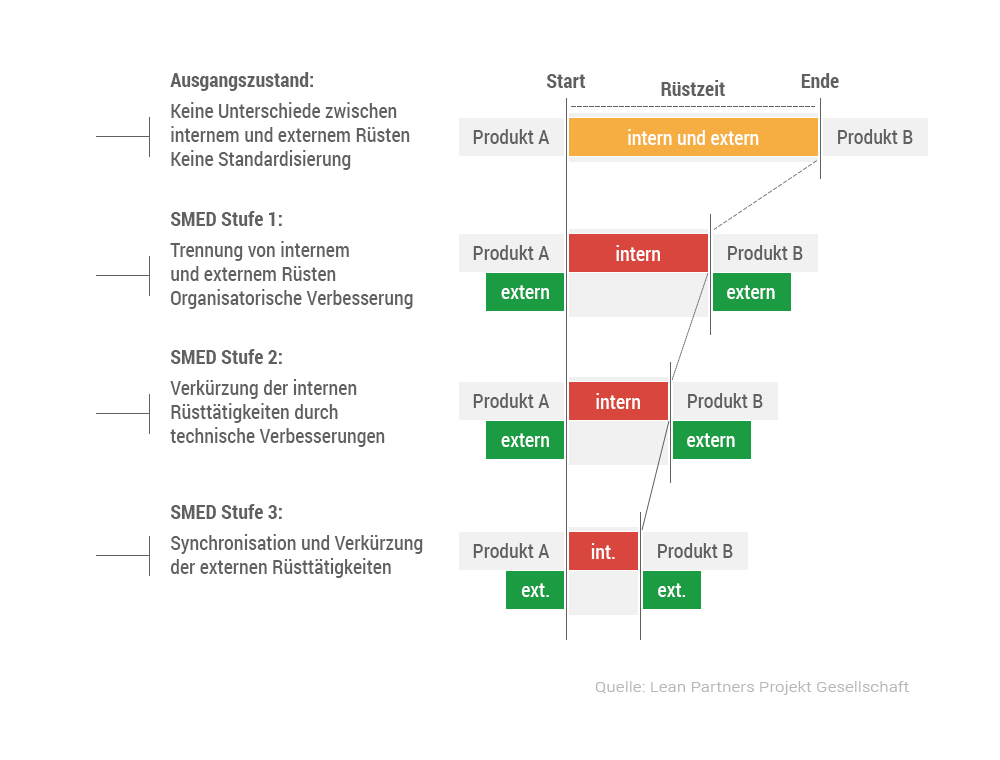
Hinsichtlich der Methodik ist bei SMED der Unterschied zwischen internem und externem Rüstvorgang wichtig. Man hat es mit internen Rüstvorgängen zu tun, wenn die Anlage beziehungsweise der Prozess angehalten wird. Hier wird die Produktivität also eindeutig eingeschränkt. Bei externen Rüstvorgängen dagegen läuft alles weiter – die Anlage und somit auch die Wertschöpfung wird nicht unterbrochen. Während beim herkömmlichen Rüsten nicht zwischen interner und externer Variante unterschieden wird, rückt SMED diese Trennung ins Zentrum.
Vorteile für Unternehmen durch SMED
Bei SMED geht es zunächst vor allem darum, internes in externes Rüsten zu überführen. Dieses schadet der Produktivität und den damit zusammenhängenden Tätigkeiten nicht, da die Maschine während der externen Rüstzeit weiterläuft, anders als bei interner Variante. Ist diese Überführung geschehen, so werden anschließend die interne und auch die externe Variante schrittweise verkürzt: Indem die internen Rüsttätigkeiten durch technische Optimierungen (etwa durch Betriebsmittel aus Komponenten, die für die schlanke Produktion optimiert sind) verkürzt werden, nimmt der Faktor, der am stärksten der Wertschöpfung abträglich ist, deutlich ab. Dann erfolgt eine Parallelisierung beziehungsweise Synchronisation der externen Rüstvorgänge. Hierbei kommt Standardisierung eine große Bedeutung zu, etwa mithilfe von Checklisten für die Vor- und Nachbereitung der Vorgänge oder die eigentliche Reihenfolge der Arbeitsschritte. Letztlich besteht der Vorteil der Rüstzeitoptimierung mit SMED darin, dass die Durchlaufzeit hiermit gezielt verkürzt werden kann. Jetzt alle Details erfahren: Mit dem kostenfreien item Benutzerkonto können Sie im eingeloggten Zustand direkt auf die SMED-Einführung zugreifen.
Methoden der Lean Production einfach erklärt
Über die Jahre ist auf dem item Blog ein großes Wissensarchiv zu zahlreichen Lean-Production-Methoden und damit verbundenen Tätigkeiten entstanden. Die Kategorie „Schlanke Produktion“ bietet eine ideale Möglichkeit, um gedankliche Werkzeuge der Prozessoptimierung in der Fertigung kennenzulernen. Sowohl Mitarbeiterinnen und Mitarbeiter aus dem Management als auch solche am Gemba, dem Ort der Wertschöpfung in der Werkhalle, finden hier wertvolles Wissen für ihre tägliche Arbeit:
- Lean Production: Definition, Erklärung und Vorteile
- Lean Production: Methoden im Überblick
- Push- und Pull-Prinzip in der Produktion
- Was ist Lean Management?
- Der PDCA-Zyklus: Stück für Stück besser werden
- Lean Production: Voraussetzungen für Karakuri/LCA
- Die Wirkung von KVP und Lean Production auf die Mitarbeiter
- One-Piece-Flow: Der direkte Weg zur Lean Production
- Einführung von Lean Production: Mitarbeiter optimal einbinden
Sie interessieren sich für spannende Geschichten und Neuerungen aus der Welt der Lean Production? Dann haben wir das Richtige für Sie: Abonnieren Sie einfach den item Blog über die Box oben rechts!


