

Obiecująca metoda na zwiększenie wydajności – krótkie wprowadzenia dla niewtajemniczonych.
Nowicjuszom świat Lean Production może wydawać się na pierwszy rzut oka nieprzystępny. Przyczynia się do tego głównie stosowana terminologia. Często używane są skróty, a stosowane idee i rozwiązania – choć rozpowszechnione są w Japonii-, w Europie znane są jedynie nielicznym. Dlatego definicje pojęć oparte na praktycznych przykładach są bardzo pomocne, aby odnaleźć się w gąszczu nieznanych terminów. Z wyjątkiem flagowego dla Lean Production systemu „Muda”, który opisany jest na końcu, skupimy się tutaj na pojęciach, które nie są typowe szczupłej produkcji. W pierwszej kolejności swoją uwagę poświęcimy ideom, które w porównaniu z innym metodami Lean Production rzadko brane są pod uwagę. W przypadku pierwszych dwóch pojęć mamy do czynienia z przykładami dalszego rozwinięcia idei lean. Widać tutaj wyraźnie, jak ważnym kołem napędowym przemysłu są koncepcje lean.
Stały stopień obciążenia dzięki ConWIP
ConWIP („Constant Work in Process“) to opracowana w latach 90-tych XX wieku metoda sterowania produkcją. Jej twórcami są Wallace J. Hopp oraz Mark L. Spearman. Nie jest „klasyczną” koncepcją lean, choć jest nierozerwalnie z nią związana. Podobnie jak Kanban i ta metoda zalicza się do tzw. systemów ciągnących. Celem ConWIP jest utrzymanie zasobów montażowych na stałym poziomie i zachowanie nieprzerwanego przepływu materiałów, aby nie dopuścić do przeciążenia systemu roboczego.
Dzięki systemowi ConWIP stopień obciążenia jest w miarę stały.
Podobnie jak system Kanban i ConWIP opiera się na kartach, które zawierają informacje o zleceniu produkcyjnym. Między nimi istnieje jednak zasadnicza różnica: Kartę Kanban wymienia się wyłącznie między dwoma następującymi po sobie stacjami roboczymi. Jeśli natomiast proces montażowy oparty jest na systemie ConWIP, taka karta przechodzi przez cały łańcuch roboczy. Po zakończeniu montażu, karta wraca do działu zajmującego się zarządzaniem zleceniami. Dopiero teraz można rozpocząć realizację następnego zadania. Dzięki takiemu rozwiązaniu stopień obciążenia jest w miarę stały.
POLCA: Kolejny krok ku większej elastyczności
Metoda lean POLCA oznacza „Paired-Cell Overlapping Loops of Cards with Authorization“ i stosowana jest wtedy, gdy system Kanban dochodzi do własnych granic. W przypadku zarządzania typu High Mix – Low Volume system Kanban dochodzi do swoich granic. Wyjątkowość metody POLCA polega na równoczesnym wykorzystaniu elementów ciągnących i pchających. Aby rozpocząć realizację zlecenia, muszą być spełnione dwa warunki:
- Musi być dostępna karta POLCA (=Pull)
- Termin początkowy musi być osiągnięty (= raczej Push)
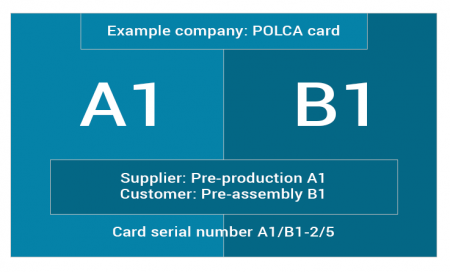
W praktyce metoda POLCA wygląda następująco: Dla zadań produkcyjnych wyznaczane są różne komórki odpowiedzialne za konkretne etapy robocze. W zależności od danego wyrobu zlecenie przechodzi zatem przez odpowiednie komórki. Na etapie wstępnego planowania powiązane komórki łączone są w pary bądź pętle. Każda pętla otrzymuje tylko na określony czas określoną liczbę kart. Karty POLCA umieszcza się na odpowiedniej tablicy POLCA przyporządkowanej do danej pętli komórki.
Metoda POLCA umożliwia dalszą obróbkę wyrobu w kolejnym etapie roboczym.
W trakcie realizacji zadań karty są przekazywane dalej a następnie oddawane. Przykład: Załóżmy, że pętla składa się z komórek montażowych A i B obejmujących kilka następujących po sobie etapów roboczych. Po wykonanej pracy wyspa A przekazuję kartę razem ze zleceniem (tzn. z materiałem) wyspie B, która po wykonaniu zadania oddaje ją ponownie wyspie A. Jeśli brak karty, nie można rozpocząć realizacji zlecenia.
Cechy metody POLCA
Karty POLCA nie zawierają informacji o terminach początkowych. Te informacje zapisane są w systemie ERP lub umieszczone w komórce w postaci wydruku z systemu ERP. Karty POLCA zawierają raczej neutralne dane. Symbolizują jedynie wolną przepustowość kolejnej komórki i nie są na stałe przyporządkowane do żadnego zlecenia. Zaleta tworzenia komórek polega na tym, że w ten sposób można zadbać o sprawny przepływ przez komórki, co skraca czas realizacji zadań. Dzięki temu można jeszcze lepiej zarządzać zasobami.
W przeciwieństwo do systemu Kanban i ConWIP stan zasobów nie jest utrzymywany na stałym poziomie. W przypadku tych metod proces produkcyjny można rozpocząć dopiero wtedy, gdy wykorzystano zasoby. Natomiast w metodzie POLCA można wytwarzać wówczas, gdy dostępna jest przepustowość w postaci karty POLCA w kolejnej komórce. Oba założenia (Kanban/ConWIP i POLCA) mają na celu, aby nie dopuścić do przeciążenia systemu, z czym wiąże się dłuższy okres realizacji.
Skuteczne unikanie błędów dzięki metodzie Poka Yoke
Idea ciągłego doskonalenia opiera się na następującym założeniu: Nie można osiągnąć absolutnej perfekcji, ale to nie jest powód do rezygnacji. Celem Lean Production jest skrócenie czasu realizacji. Podobnie jest w metodzie Poka Yoke. To pojęcie składa się z japońskiego słowa „poka” oznaczającego „nieszczęśliwe/przypadkowe pomyłki” oraz „yoku”, odpowiednika „zapobiegania”. Poka Yoke koncentruje się na typowych pomyłkach i wskazuje sposoby, aby skutecznie ich unikać. Służą do tego liczne narzędzia – techniczne rozwiązania, listy kontrolne lub kolorowe oznakowania. W ten sposób można optymalizować nie tylko zachodzące procesy: Osoby mające odpowiednie doświadczenie mogą przewidzieć możliwe źródła pomyłek i odpowiednio wcześnie zareagować.
Pobieranie pieniędzy z bankomatu jest idealnym przykładem przedstawiającym twardą wersję Poka Yoke.
Istotna jest także różnica między twardą a miękką metodą Poka Yoke. Twarda wersja Poka Yoke obejmuje działania służące zapobieganiu błędom. Przykład znany z życia codziennego do bankomaty: Pieniądze można pobrać tylko wtedy, gdy usunięto kartę z czytnika. W ten sposób zapobiega się sytuacjom, kiedy klient wyjmuje pieniądze i zapomina o karcie. Z miękką wersją Poka Yoke mamy natomiast do czynienia w przypadku patelni posiadających wskaźnik temperatury „Thermal Spot”. Po osiągnięciu optymalnej temperatury wzorek na wskaźniku przestaje być widoczny i pojawia się czerwone tło. Dzięki temu można zapobiec najczęstszym błędom podczas pieczenia. Nie sposób ich jednak całkowicie wykluczyć, ponieważ patelnia może być za zimna lub za gorąca.
Muda, czyli 7 strat: Znajomość różnych rodzajów strat i sposób postępowania
Metoda Muda (= „bezsensowne działanie”) należy bez wątpienia do najbardziej znanych pojęć Lean Production. Zbyt często przedsiębiorstwa za bardzo koncentrują swoją uwagą na koncepcji Muda, zapominając o ideach Mura i Muri. Skutkiem mogą być trudności w procesach produkcyjnych. Nagłe zmniejszenie zasobów nie będzie wiązało się ze zwiększeniem wydajności – np. poprzez wprowadzenie zasady przepływu jednej sztuki bez skupienia się na ciągłym udoskonalaniu procesu. W takiej sytuacji dochodzi do obniżenia produktywności.
Nie wolno zapomnieć o tym, że Mura (zmienność) jest dla czasów realizacji procesów produkcyjnych jeszcze bardziej szkodliwa. Co więcej, Mura w wielu przypadkach jest przyczyną Muda. Z tego względu nazywana jest również właściwym źródłem marnotrawstwa. Oprócz Muda i Mura istnieje również Musi („Przeciążenie”). Razem tworzą 3M i przedstawiają wszystkie niepotrzebne czynniki, które wydłużają czas realizacji procesów. W tym miejscu ograniczymy się jedynie do aspektu straty. Zestawienie różnych działań zapobiegających 7 stratom:
Unikanie zbędnego transportu materiałów:
Zmniejsz odstępy między stacjami roboczymi. Jeśli to możliwe, etapy robocze powinny być ze sobą sprzężone i połączone w łańcuch.
Zmniejszenie zapasów:
Wprowadź ustandaryzowane i bezpieczne procesy.
Unikanie zbędnych ruchów:
Zapoznaj się z podstawami ergonomii w przemyśle i wprowadź ergonomiczne stanowiska pracy.
Skrócenie czasu oczekiwania:
Zapewnij optymalny sposób obciążenia pracowników, np. poprzez wprowadzenie obsługi kilku stacji jednocześnie.
Uproszczenie procesów technologicznych:
Dokonuj zmian zamiast koncentrować zbyt dużą uwagę na nieskutecznych szczegółach.
Nadwyżki produkcyjne:
Zapoznaj się z zasadą „Pull” (patrz powyżej) i zsynchronizuj łańcuch procesu z działaniami klienta.
Ciągłe doskonalenie:
Bądź otwarty na nowe możliwości optymalizacji i nigdy nie zadowalaj się aktualnym stanem rzeczy.
Interesują Cię ciekawe historyjki i nowości świata Lean Production? W takim razie mamy coś dla Ciebie: po prostu zapisz się do blogowego newslettera item poprzez pole w prawym górnym rogu i bądź zawsze na bieżąco!