

Anyone who takes an interest in lean production will sooner or later come across a comparison of the push and pull principles. What do they actually involve?
First, let’s consider the push principle. This is where a central unit controls production and the material flow. Parts, materials and products are “pushed” through the entire logistical production chain according to a set plan. PPC systems (production planning and control systems) are generally used to manage this. These systems have access to all the resources and production processes. The material requirements for every production step are precisely defined in chronological order. Under the push principle, production does not operate based on a specific customer order. Instead, prognosis-based production plans are drawn up based on an analysis of sales figures. The advantages of the push principle are the high availability of all goods along the logistics chain, optimised utilisation of staff and machinery, and high delivery reliability thanks to large warehouse stock. This last point can, however, be seen as a disadvantage under the principles of lean production.

The world of lean production
Less waste and more added value – lean production methods help you make targeted improvements to your production efficiency. Our white paper provides a concise introduction.
GET YOUR COPY NOW!
Overproduction, lack of flexibility and more – the disadvantages of the push principle
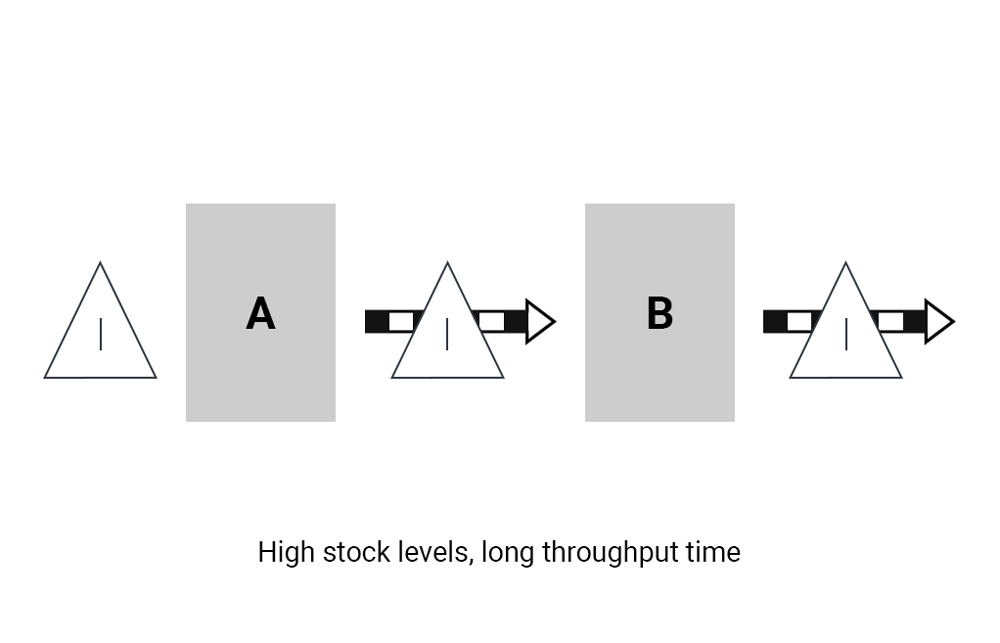
From the perspective of lean production, high stock levels are one of the seven types of waste (Muda). “Muda” translates roughly as “useless activity”, in the sense of actions that make no contribution to value creation. When stock levels are too high, they tie up resources both financially and in terms of space – meaning this must be seen as a negative. Constantly taking things in and out of storage, and placing them in temporary storage also interrupts the material flow, extending throughput times. Batch production is a typical example of manufacturing following the push principle – the optimum batch size is calculated for future customer orders, representing the perfect balance between set-up and inventory costs. Whether or not there is demand for this forecast quantity is irrelevant.
Each individual process must be controlled and planned separately. The batch size is therefore calculated for each production step, without considering the value-added chain. There is no upper limit to the stock level, and parts that are not currently needed are put into storage. However, this leads to overproduction, as it results in high stock levels, long throughput times and unavailability of parts (despite the high stock levels). This type of production, which follows the push principle rather than the pull principle, is therefore incapable of responding to last-minute changes, such as specific customer requirements, additional orders or diversification of product range.
Pull principle – the flexible counterpart to the push principle
Unlike the push principle, where every process is controlled separately, only one process is controlled in the lean production pull principle – the “pacemaker process”, which therefore operates completely independently of the other processes. The most common, best-known pull principles are Kanban, FIFO (= First In – First Out) and One-Piece Flow (OPF), but ConWIP (= “Constant Work in Process”) is also a pull system. Kanban offers a great illustration of what the pull principle can look like. When Kanban is applied, the process is determined by a flow of information that runs in the opposite direction to the production flow. Production is therefore driven by the downstream stations of the production process. A customer order triggers the manufacture of a product. An information chain that frequently – though not always – begins with final assembly flows all the way back to the material supply for the very first workstep. Each production cell informs the one upstream of it what it requires to complete its task. Based on this information, the upstream cell can produce exactly what the next one needs. The product is thus “pulled” through the production process. The advantage is that each individual cell only receives exactly the amount of parts it actually needs, preventing waste due to overproduction and storage as far as possible. The throughput time is also reduced. Would you like to learn even more about the push and pull principle? You can deepen your knowledge in a special module at the item Academy.
At the same time, it is also possible to ensure a consistent material flow. Generally speaking, production using the pull principle – that is to say, focused on customer requirements – enables greater delivery performance and adherence to schedules. Implementing this kind of production requires a systematic reduction of stock levels and throughput times, which in turn requires a synchronisation of processes and a continuous improvement process. This can be achieved in the three steps we have briefly outlined here.
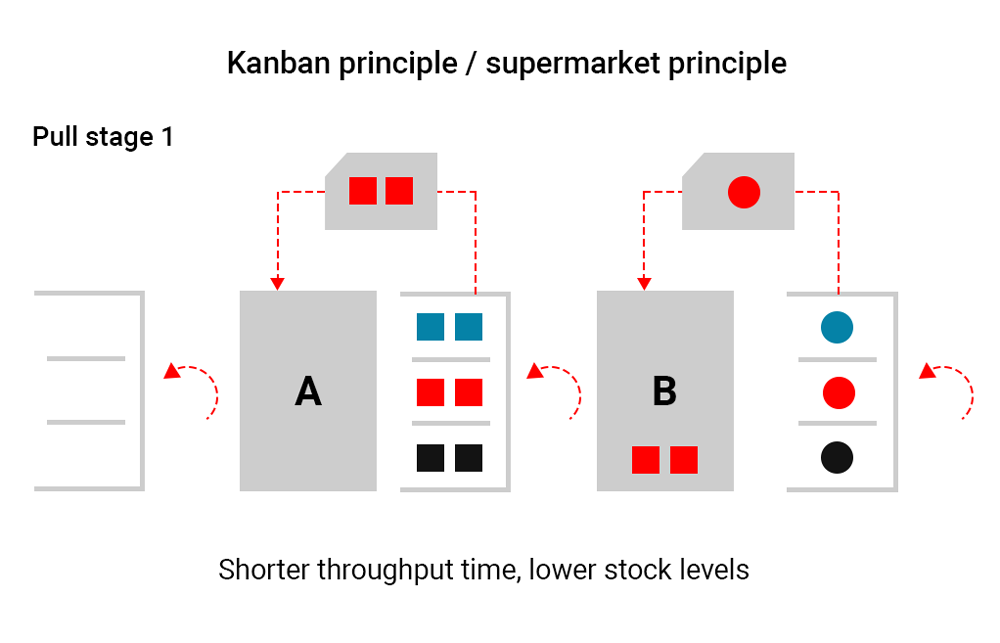
1.) Kanban
Since the Kanban principle is based on the restocking of goods in US supermarkets after they are removed by customers, it is also known as the “supermarket principle”. A part therefore has to be reproduced as soon as it has been used to fulfil the customer’s order (= just in time). Every potential product variant is buffered in the production process, ensuring stock levels and throughput times remain comparatively high.
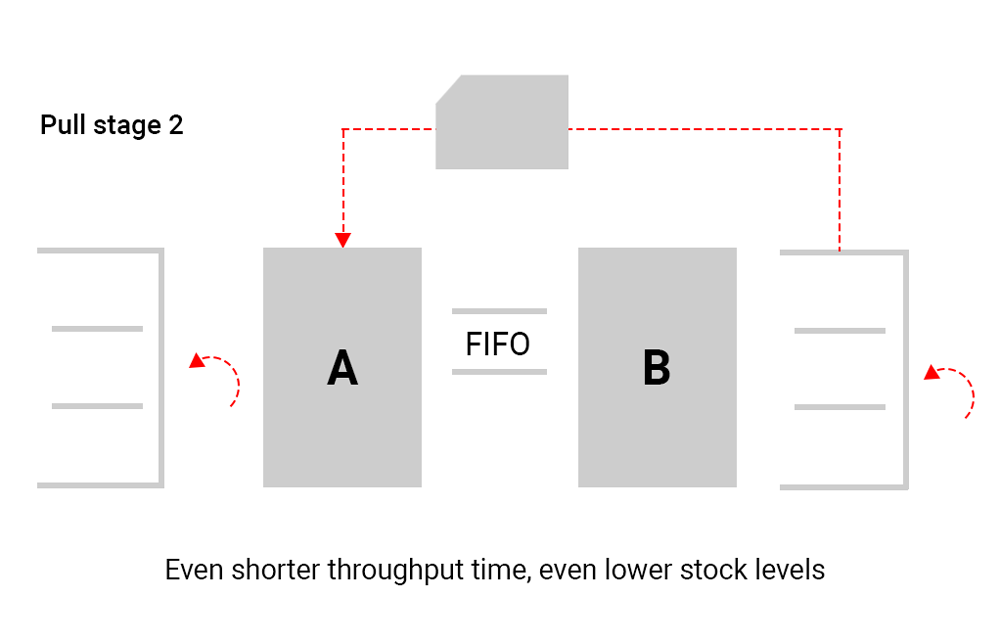
2.) FIFO
Under the FIFO (= First In – First Out) principle, the parts in a value-added chain that are produced first are also finished first. This keeps storage costs down. By avoiding long storage times in this way, the loss of quality in the materials is also minimised. A smaller number of different products are buffered in the production process in this case, meaning the throughput times and stock levels are lower. This only involves products for which an order has been placed – and exactly in that sequence.
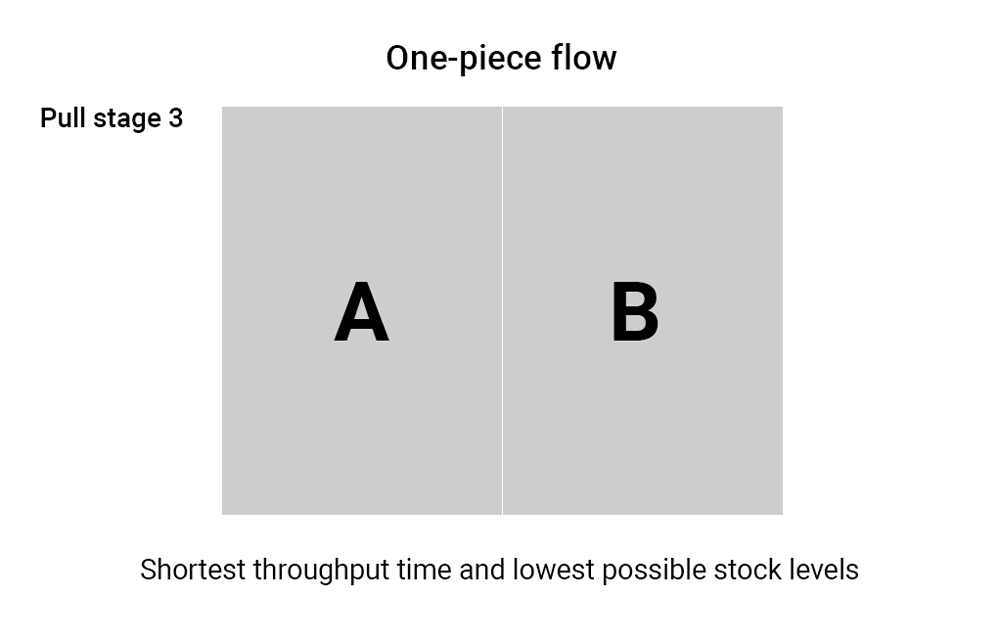
3.) One-piece flow
When one-piece flow (OPF) is used, parts run through the production process without interruption – they “flow” from one workstation to the next. Throughput times and stock levels are lowest in the one-piece flow because there is no interim buffering. This method is therefore the ultimate goal of the continuous improvement process that lies at the heart of lean production.
These three pull methods have a defined upper stock level – the WIP cap. The aim is to reduce this through the continuous improvement process (CIP) to achieve shorter throughput times – starting with Kanban, for example, and working towards FIFO, then OPF. There are no upper stock limits under the push principle.
Are you interested in fascinating reports and innovations from the world of lean production? Then we have just what you’re looking for! Simply subscribe to the item blog by completing the box at the top right.


