

SMED to kolejna metoda wchodząca w skład metodyki lean, za pomocą której można zadbać o szybsze tempo produkcji.
Celem wszystkich metod produkcji lean jest skrócenie cykli produkcyjnych. Negatywny wpływ na czas cyklu produkcyjnego mają trzy czynniki (Muda, Muri i Mura, nazywane również 3M). Aby skrócić cykl produkcyjny, należy te trzy czynniki wyeliminować. Do tego służy również metoda SMED. Aby ją zrozumieć, trzeba znać kilka podstawowych pojęć. Na początek, czas przezbrojenia: Jest to czas na dokonanie zmiany, która jest konieczna, aby dostosować maszynę do nowego zlecenia (ta definicja ma kluczowe znaczenie dla niniejszego wpisu). Innymi słowy: Chodzi o czas od wykonania ostatniego prawidłowego wyrobu w ramach poprzedniego zlecenia do wykonania prawidłowego wyrobu w ramach nowego zlecenia. Partia produkcyjna to liczba wyrobów, która została wytworzona przez maszynę do momentu dokonania jej przezbrojenia na potrzeby nowego produktu.

Świat Lean Production
Mniej odpadów i więcej wartości dodanej: Dzięki metodom Lean Production produkcja staje się bardziej efektywna. W poradniku znajdziesz się kompaktowe wprowadzenie.
POBIERZ TERAZ
Dodatkowe informacje dotyczące skrócenia czasu przezbrojenia SMED
Klasyczne rozumienie (niezwiązane z filozofią lean) czasów przezbrojenia zakłada, że nie podlegają one żadnym wpływom, czyli są stałe. Aby redukować koszty, należy zatem wytwarzać duże partie produkcyjne. Takie podejście ma jednak wyraźne wady. Duże partie produkcyjne często prowadzą bowiem do …
- – straty spowodowanej dużymi rezerwami
- – długiego czasu realizacji
- – pogarszającej się jakości
- – wiązania dużego kapitału
- – zajmowania cennej powierzchni produkcyjnej
W takiej sytuacji niemożliwa jest elastyczność i szybkie dopasowanie się do zmieniających się wymogów rynku.
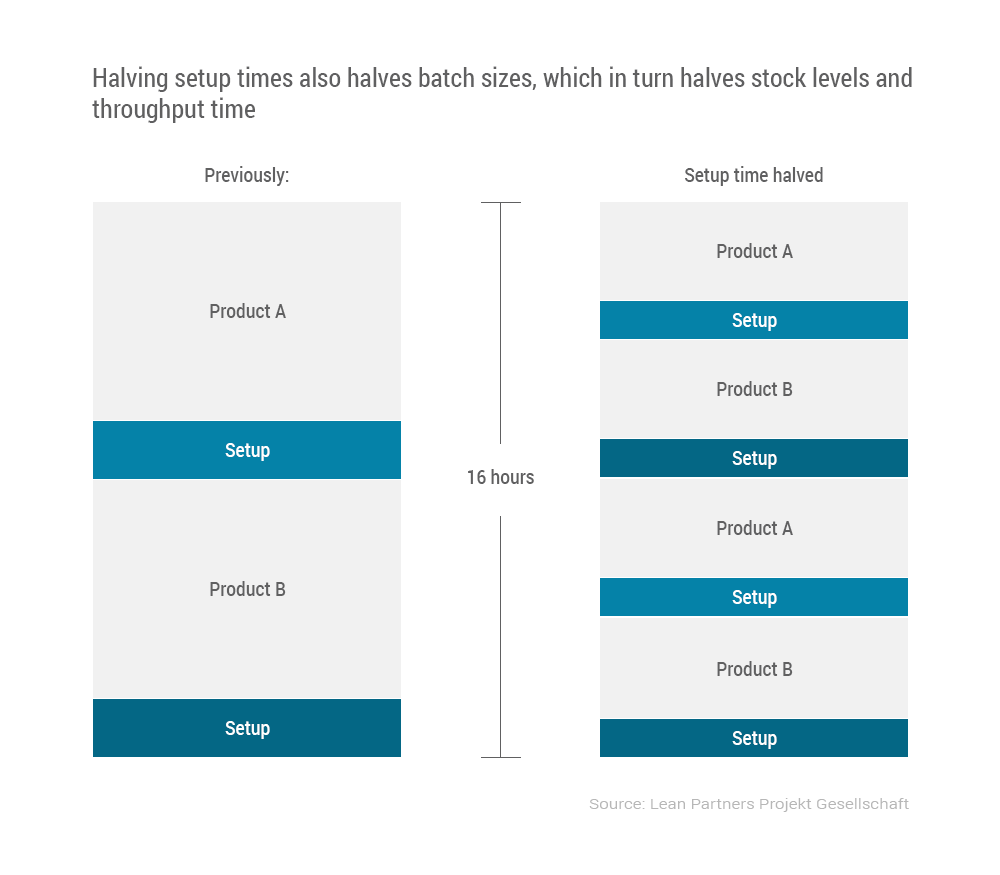
Z perspektywy produkcji lean lub skracania czasu przezbrojenia za pomocą metody SMED długie czasy przezbrojenia powodują, że nie można produkować małych partii produkcyjnych. Skrócenie czasu przezbrojenia o połowę przy dwa razy częstszym przezbrojeniu skutkuje zmniejszeniem partii produkcyjnej o połowę – kolejnym skutkiem są o połowę mniejsze rezerwy oraz o połowę krótszy czas cyklu produkcyjnego. Jeśli skrócimy czas zbrojenia bez zwiększenia częstotliwości zbrojenia, czas cyklu produkcyjnego nie ulegnie skróceniu. Istnieją wprawdzie zakłady, które zaoszczędzony czas wykorzystują do wytwarzania jeszcze większych partii produkcyjnych, ale takie podejście nie jest zgodne z filozofią lean. Elastyczność i większe tempo możliwe jest wyłącznie dzięki opisanej tutaj metodzie. W bezpośrednim porównaniu wyraźnie widać zalety metody SMED:
Single Minute Exchange of Dies (SMED) – o to tutaj chodzi
Teraz pojawia się pytanie, w jaki sposób działa skrócenie czasu przezbrojenia. Czas na metodę „Single Minute Exchange of Dies (SMED)”. SMED oznacza mniej więcej „przezbrojenie w ciągu jednocyfrowej liczby minut”. Celem metody SMED jest zredukować czas przezbrojenia do jednocyfrowej liczby minut, czyli poniżej 10 minut. Podobnie jak pozostałe koncepcje lean i metoda SMED została opracowana w Toyocie. Tam właśnie Shigeo Shingō, twórca zasady unikania błędów Poka Yoke, sformułował cel, który należało zrealizować i który polegał na skróceniu czasu przezbrojenia pras do jednocyfrowej liczby minut za pomocą metody KATA. Porównanie: W latach 40-tych czasy przezbrojenia wynosiły od 2 do 3 godzin. Dwadzieścia lat później trwały od 15 minut do godziny. Dzięki metodzie SMED czas przezbrojenia wynosił w latach 70-tych trzy minuty (!). Jak to jest możliwe?
Podobnie jak pozostałe metody lean SMED opiera się na idealnej współpracy między metodyką, organizacją pracy a techniką. Dlatego w odchudzonej produkcji tak wielkie znaczenie mają specjalne, elastyczne w dopasowaniu elementy, np. takie jak system profili rurowych D30 item. Do szybkiego przezbrojenia nadają się również specjalne wersje stołów roboczych należących do systemu stanowisk pracy item, np. stół roboczy 4E FiFo Shooter.

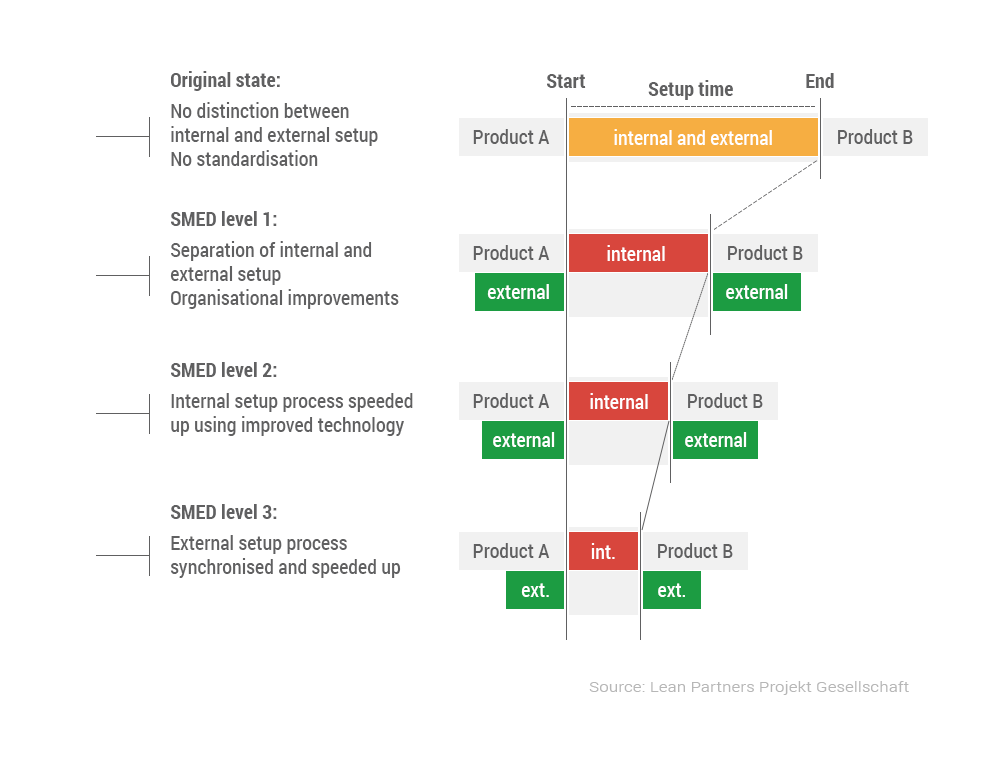
W odniesieniu do metodyki rozróżnia się przy skróceniu czasu przezbrojenia za pomocą metody SMED między wewnętrznym a zewnętrznym przezbrojeniem. Wewnętrzne przezbrojenie następuje wtedy, gdy zatrzymana zostaje cała maszyna bądź proces. W takiej sytuacji ewidentnie dochodzi do znacznego ograniczenia wydajności. W przypadku zewnętrznego przezbrojenia proces nie zostaje przerwany, a tym samym nie zostaje również przerwane tworzenie wartości. Standardowe przezbrojenie nie uwzględnia wewnętrznego ani zewnętrznego zbrojenia, metoda SMED natomiast skupia się przede wszystkim właśnie na tym rozróżnieniu.
Zalety skrócenia czasu przezbrojeń za pomocą metody SMED
W metodzie SMED chodzi przede wszystkim o to, aby wewnętrzne przezbrojenie zamienić na zewnętrzne. Te bowiem nie wpływa niekorzystnie na wydajność, ponieważ w trakcie przezbrojenia maszyna nadal pracuje. Po zmianie przezbrojenia stopniowemu skróceniu ulega wewnętrzne oraz zewnętrzne przezbrojenie: Ponieważ wewnętrzne czynności związane z przezbrojeniem zostają skrócone dzięki technicznym optymalizacjom (np. poprzez wykonanie środków produkcji z komponentów, które zostały dostosowane do produkcji lean), czynnik, który najbardziej niekorzystnie wpływa na tworzenie wartości, zostaje zminimalizowany. Następnie dochodzi do paralelizacji, czyli synchronizacji zewnętrznych czynności związanych z przezbrojeniem. Duże znaczenie ma tutaj standaryzacja, np. w oparciu o check-listy dotyczące przygotowania procesów oraz ich dalszej obsługi oraz właściwej kolejności etapów roboczych. Zaletą skrócenia czasu przezbrojenia za pomocą metody SMED jest przede wszystkim celowe skrócenie czasu cyklu produkcyjnego.


