

Poniższe przykłady procesu ciągłego doskonalenia pokazują, dlaczego koncepcja Lean Production przyjęła się na całym świecie.
W jaki sposób można zwiększyć wydajność procesów produkcyjnych? To pytanie zadał sobie również Taiichi Ōno, twórca Systemu Produkcyjnego Toyoty, na podstawie którego powstała koncepcja szczupłej produkcji. W latach 40-tych Taiichi Ōno zauważył, że współczynnik produktywności japońskiego pracownika zatrudnionego w zakładzie produkującym samochody wynosił w porównaniu z pracownikiem amerykańskim 1:9. Taiichi Ōno z powodzeniem zaczął opracowywać metodę pozwalającą na redukcję strat. W odniesieniu do Lean Production straty nazywane są również „Muda“ i oznaczają każdy etap roboczy, w którym nie powstaje żadna wartość. Muda, Mura („zmienność“) oraz Muri („przeciążenie“) to tzw. wielka trójka 3M w Lean Production. Wszystkie trzy rodzaje strat wydłużają czas trwania cyklu operacyjnego, czyli czas, który jest potrzebny do przeprowadzenia całego cyklu i który obejmuje nie tylko samą czynność wytwórczą, lecz także czas przestojów między realizacją procesów oraz czas magazynowania. Czas trwania cyklu operacyjnego jest ściśle związany z wydajnością, dlatego jego skrócenie często oznacza wzrost wydajności produkcyjnej. Umożliwia to koncepcja procesu ciągłego doskonalenia tworząca fundament Lean Production. Pojęcie „ciągły” należy rozumieć tutaj dosłownie – w sensie nieprzerwanego ulepszania, które nigdy się nie kończy i prowadzi do coraz lepszych wyników. Dzięki poniższym trzem przykładom procesu ciągłego doskonalenia można lepiej wyobrazić sobie potencjał tej koncepcji w odniesieniu do skrócenia czasu trwania cyklu operacyjnego oraz wzrostu wydajności.

Świat produkcji lean
Mniej strat, a więcej wartości dodanych: Metody lean production pozwolą Ci na konkretną poprawę wydajności procesów produkcyjnych. W przewodniku znajdziesz na ten temat zwięzłe wprowadzenie.
POBIERZ TERAZ
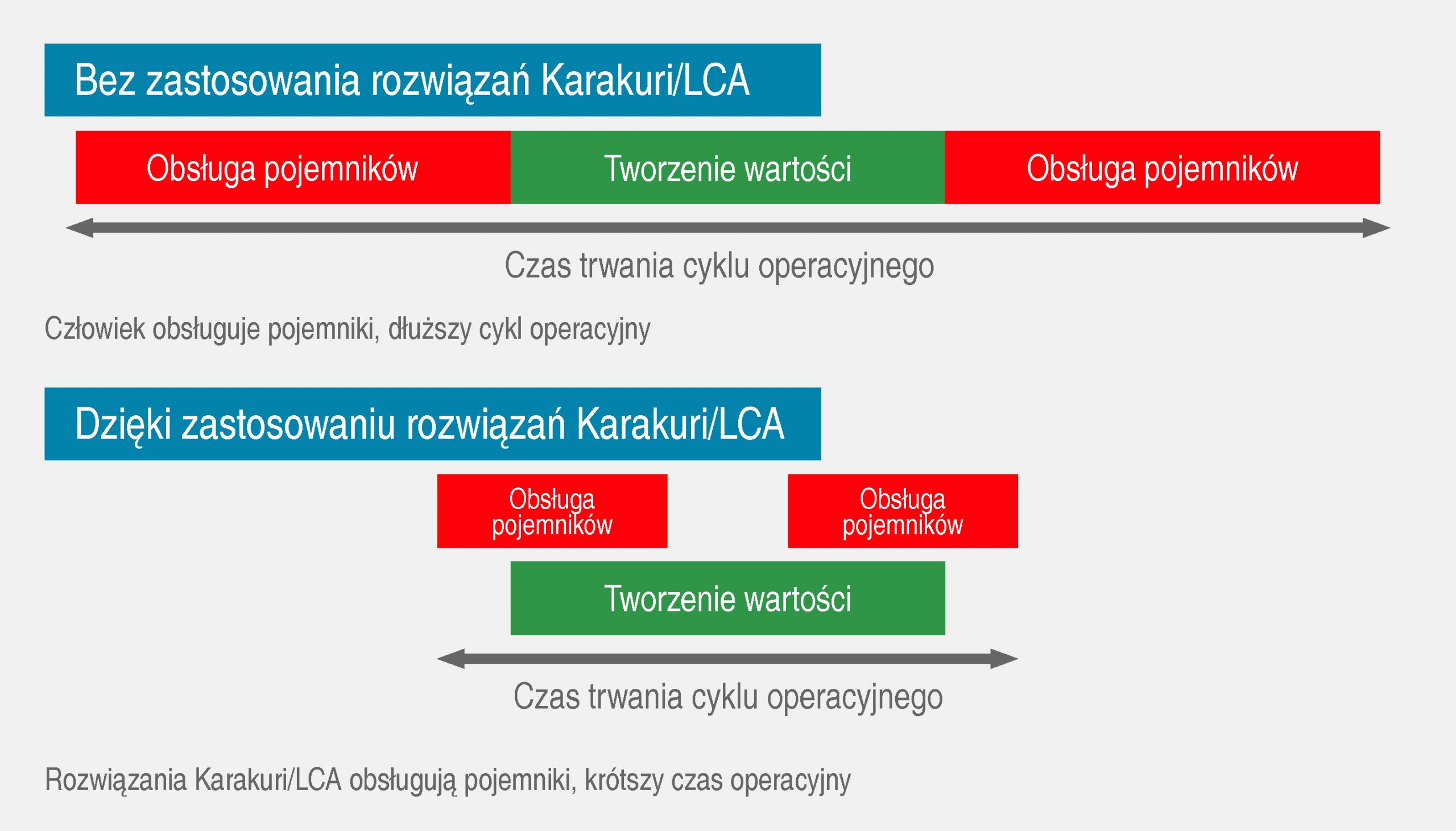
Przykład procesu ciągłego doskonalenia #1: Skrócenie czasu trwania cyklu operacyjnego dzięki rozwiązaniom Karakuri/LCA (= Low Cost Automation)
Do 7 strat zalicza się również transport. Przykład obsługi pojemników na produkcji dobrze unaocznia, dlaczego transport należy do rodzajów strat według filozofii Lean: Zwykle pracownik odpowiedzialny jest nie tylko za transport materiałów, lecz także za ich montaż. Wartość powstaje jednak wyłącznie podczas montażu – a obsługa pojemników sprawia, że pracownik regularnie przerywa proces tworzenia wartości i odrywa się od pracy. Ma to wpływ na długi czas trwania cyklu operacyjnego. Przykład procesu ciągłego doskonalenia oparty na rozwiązaniach Karakuri/LCA (= Low Cost Automation) pozwala skutecznie uporać się z tym problemem: Ten rodzaj rozwiązań zautomatyzowanych wykorzystuje zwykle wyłącznie siły sprężyny i grawitacji, a także siły działania dźwigni. Istnieją wprawdzie rozwiązania Karakuri/LCA dodatkowo wykorzystujące klasyczne napędy, np. ten oto spektakularny przykład realizowany w branży motoryzacyjnej, jednak stanowi on rozwiązanie jednostkowe.
Przykładem procesu ciągłego doskonalenia jest nie tylko samo wdrożenie rozwiązań Karakuri/LCA, lecz również ich nieprzerwana optymalizacja.
Najważniejszą cechą tego rodzaju rozwiązań jest to, że nie zawierają one żadnych napędów pneumatycznych, elektrycznych czy hydraulicznych. Zastosowanie rozwiązań Karakuri/LCA pozwala na odłączenie czynności, która nie tworzy wartości – w tym przypadku obsługa pojemników – od rzeczywistego procesu tworzenia wartości. Pracownik może poświęcić swoją uwagę w pełni procesom montażowym, które tworzą wartości, a transport pojemników wykonują tymczasem rozwiązania Karakuri/LCA. W ten sposób można przyczynić się do wzrostu wydajności procesów produkcyjnych. Pasujące rozwiązanie Karakuri/LCA można bezpośrednio zintegrować ze stołem roboczym. Pojemniki umieszczane są w obszarze pobierania danego pracownika. Przekazywanie pojemników dalej, napełnianie i transport pustych skrzynek odbywa się „za jednym zamachem” – poprzez uruchomienie dźwigni. Aby zrozumieć zasadę ciągłego doskonalenia, należy uzmysłowić sobie, że: przykładem procesu ciągłego doskonalenia jest nie tylko samo wdrożenie rozwiązań Karakuri/LCA, lecz również ich nieprzerwana optymalizacja.
Przykład procesu ciągłego doskonalenia #2: wzrost wydajności procesów produkcyjnych dzięki zastosowaniu cyklu PDCA
Powtarzający się cykl PDCA składa się z etapów „Plan“, „Do“, „Check“ oraz „Act“ i stanowi najważniejszą metodę procesu ciągłego doskonalenia. Z tego względu zalicza się również do wyjątkowo obrazowych przykładów procesu ciągłego doskonalenia. Cykl nazywany jest również cyklem Deminga i nawiązuje do statystyka Williama Edwardsa Deminga, który rozwinął ideę Andrewa Shewharta, swojego wykładowcy. Koncern Toyoty zwrócił do Deminga o pomoc i z wielkim powodzeniem wdrożył cykl PDCA. Cykl PDCA składa się z poniższych etapów i polega na jednoczesnej realizacji tylko jednego działania i sprawdzeniu tylko jednej hipotezy:
- Plan: Na miejscu działania, w ścisłym porozumieniu z pracownikami, następuje identyfikacja procesów, które warto poddać optymalizacji. Na podstawie zidentyfikowanego potencjału opracowuje się następnie nową koncepcję, aby rozpocząć proces ciągłego doskonalenia poprzez wdrożenie tylko jednego działania – w oparciu o plan działania i hipotetyczne wyniki.
- Do: Teraz przyszedł czas na wdrożenie działania optymalizacyjnego w praktyce, często w postaci małego i łatwego do kontrolowania projektu pilotażowego. Przy czym realizacja działań jest skrupulatnie obserwowana, ponieważ gromadzenie doświadczeń oraz liczb, danych i faktów ma kolosalne znaczenie.
- Check: Realizowane działanie poddawane jest kontroli: Czy hipoteza się sprawdziła? Jeśli nie: Z jakich przyczyn?
- Act: Na koniec przeprowadzone działanie należy poddać ewaluacji. Jeśli działanie okazało się skuteczne, podlega standaryzacji. Teraz cykl PDCA rozpoczyna się od nowa – w końcu proces ciągłego doskonalenia nigdy się nie kończy.
Przykład cyklu PDCA wyraźnie pokazuje, że proces ciągłego doskonalenia opiera się na metodzie doświadczalnej. Chodzi o to, aby sformułować hipotezę i zweryfikować ją w praktyce. Dlatego konieczne jest szybkie i łatwe dopasowanie procesów do środków produkcji. Ten wymóg idealnie spełnia system profili rurowych D30 item, ponieważ został specjalnie stworzony do tego rodzaju zastosowań: Aby natychmiast dopasować proces do środków produkcji – nawet w miejscu, w których łączą się ze sobą liczne profile – potrzeba łącznika, który montowany jest przez jednego tylko pracownika i to bez konieczności użycia specjalnych narzędzi. W ten sposób można zgodnie z cyklem PDCA w bardzo krótkim czasie wykonać doświadczalne rozwiązania mające na celu wzrost wydajności procesów produkcyjnych. W dużych zakładach często spotyka się specjalne warsztaty do procesu ciągłego doskonalenia, gdzie pracownicy zajmują się wyłącznie różnego rodzaju procesami optymalizacyjnymi, do których realizacji potrzebują wszechstronnych komponentów. Natomiast osoby, które używają systemów profili stalowych, potrzebują znacznie więcej czasu, ponieważ do wykonania prawie każdego rodzaju połączenia konieczne jest użycie osobnego łącznika. Dlatego każda zmiana wymaga demontażu całej konstrukcji.
Przykład procesu ciągłego doskonalenia #3: Metoda 5S jako sposób na optymalizację stanowiska pracy
Do 7 strat zalicza się również niepotrzebny ruch. Aby go uniknąć, warto zastosować metodę 5S, jedną z metod zarządzania wizualnego. Zasada 5S składa się z 5 pojedynczych kroków, których nazwy w języku japońskim zaczynają się na literę „S” i które mają jeden cel: Stworzenie ujednoliconego stanowiska pracy w obszarze produkcyjnym, które jest czyste, przejrzyste i bezpieczne, a dzięki temu ułatwia wykonywanie pracy. Ten przykład procesu ciągłego doskonalenia zwiększa wydajność procesów produkcyjnych poprzez skrócenie czasu trwania cyklu operacyjnego, minimalizując jednocześnie ryzyko związane z wykonywaniem nieergonomicznych ruchów bądź wypadkami przy pracy. Krótkie zestawienie metody 5S:
- Seiri (= sortowanie): Usunięcie wszystkiego, co w danej chwili nie jest potrzebne.
- Seiton (= organizacja): Rozmieszczenie i oznakowanie materiału zgodnie z zasadami ergonomii.
- Seiso (= sprzątanie): Gruntowne sprzątanie i czyszczenie stanowiska pracy, ponieważ te czynności zawsze obejmują również staranną kontrolę.
- Seiketsu (= standaryzacja): Wdrożenie zasad od 1 do 3.
- Shitsuke (przestrzeganie zasad pod kątem procesu ciągłego doskonalenia): Realizacja wszystkich kroków oraz ciągłe doskonalenie procesów roboczych i stanowiska pracy.
Na etapie „Seiri” stosuje się dodatkowo czerwone znaczniki (ang. red tags) – czerwone naklejki lub kartki, które służą do oznaczenia wszelkich przedmiotów znajdujących się na danym stanowisku pracy. Po oznaczeniu przedmioty umieszczane są w specjalnie przeznaczonym dla nich miejscu (ang. red tag area). Jeśli dany przedmiot jest potrzebny, usuwa się czerwony znacznik. W ten sposób można od razu zauważyć, jakie przedmioty nie są potrzebne i można je usunąć.
Interesują Cię ciekawe historyjki i nowości świata produkcji lean? W takim razie mamy coś dla Ciebie: Zapisz się do blogowego newslettera item, wykorzystując do tego baner w prawym górnym rogu!


